Bearbeitungsmaschinen im Bereich Holz, Kunststoff und Zementfaserplatten
Wir stellen Berabeitungsmaschinen im Bereich Holz, Kunststoff und Zementfaserplatten her.
Ob Bohren, Fräsen, Sägen mit oder ohne CNC-Steuerung.
Ihr Anspruch ist unser Ziel.
Junkerjürgen
Maschinenbau
GmbH & Co. KG
Wir stellen Berabeitungsmaschinen im Bereich Holz, Kunststoff und Zementfaserplatten her.
Ob Bohren, Fräsen, Sägen mit oder ohne CNC-Steuerung.
Ihr Anspruch ist unser Ziel.
Diese Kappsäge kommt in der Holzindustrie zum Einsatz und hat eine CE-Kennzeichnung.
Auf einem Gurtbandtransport werden Holzleisten aus aufgeschnittenem Stammholz mit gleicher Dicke und Breite transportiert.
Mitarbeiter sichten die Leisten im Vorbeitransport nach Fehlstellen, Astlöchern oder sonstigen Makeln, die für die Weiterverarbeitung ungeeignet sind.
Diese Leisten werden aussortiert und die Fehlstelle mit der Kappsäge aufgetrennt. Die verbleibenden Gutstücke werden zurück auf Gurtband gelegt und der Produktion wieder zugeführt.






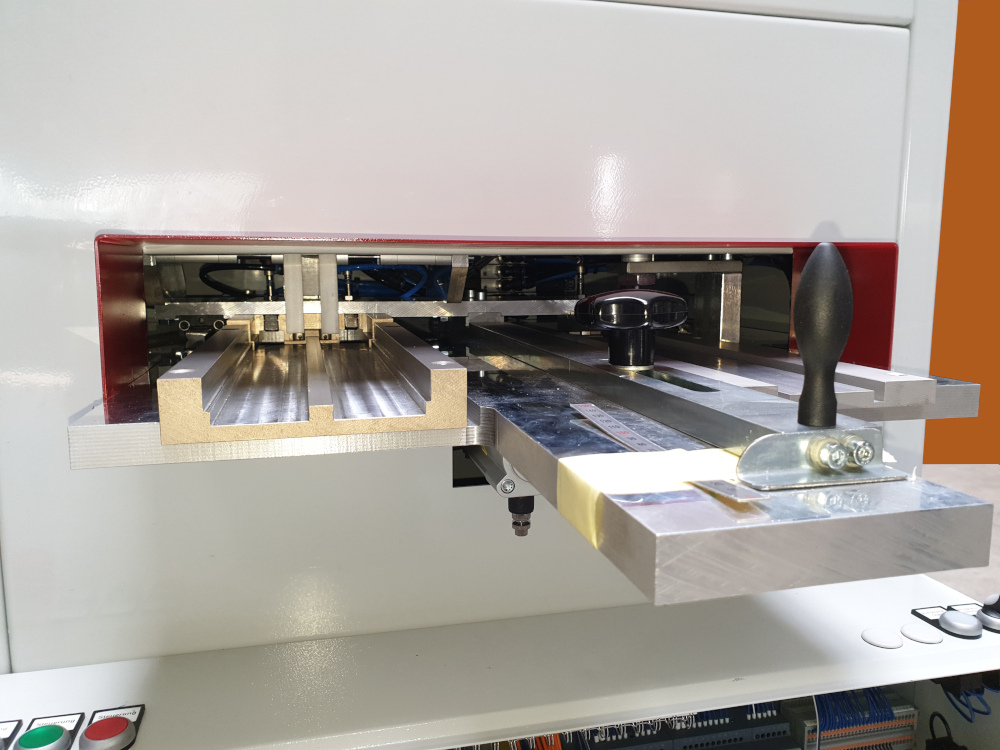
Für die Fensterbearbeitungsindustrie haben wir diesen CNC-Bearbeitungsautomat produziert.
Das Profil des Kunststofffensters besteht aus einer Kunststoff-Aluminium-Armierung und wird vom Maschinenbediener in die ZBZ-1 eingeschoben.
Vor dem Bearbeiten wird das Profil gegen die Nullkanten pneumatischen ausgerichtet, gespannt und mit einer automatisierten Schrauber-Einheit und Schrauben Zuführgeräten von Powasert von oben verschraubt.
Je nach Profil Typ werden anschließend Bohrungen mit einem Zweifach- oder Dreifach-Bohrgetriebe mit pneumatischer Vorschubeinheit von oben und unten,
sowie die Lüftungsbohrung von unten mit einer Bohrspindel und pneumatischen Vorschub gebohrt.
Nach dem Bohren wird mit einem Sägeschnitt der Sauberschnitt und somit die Nullkante für das Längenmaß gesetzt.
Der Maschinenbediener schiebt nach dem Öffnen der Ausricht- und Spanneinheit das Werkstück wahlweise gegen einen Längsanschlag
und startet die Bearbeitung der zweiten Seite mit Fertigmaß oder setzt weitere benutzerdefinierte Verschraubungen und Lüftungsbohrungen.






Dieser Fräsautomat für Kunststoff-Fensterprofile kommt in der Fensterindustrie zum Einsatz.
Der Maschinenbediener bestückt den Fräsautomat mit max. 3 Kunststoffprofilen.
Nach dem Starten des Fräsvorgangs wird eine vordefinierte Bahn von 2 Fräsern abgefahren.
Auf Kundenwunsch kamen handelsübliche Frässpindeln von Makita und Werkzeuge von Festool zum Einsatz.